Press Brake Crowning Compensation is for bending full length steel in the same angle.
CNC Press Brake is an important equipment in sheet metal processing field. Its working accuracy directly affects the bending accuracy of sheet metal workpiece. During the bending process of the workpiece by the press brake, since the two ends of the slider are subject to hydraulic cylinders force, the reaction force during bending of the plate causes concave deformation on the lower surface of the slider. The deformation amount is largest in the middle part of the slider, and the final angle of the bent workpiece is not the same along the entire length. In order to eliminate the adverse effects caused by the deformation of the slider, it is necessary to compensate for the deflection deformation of the slider. The usual compensation methods include hydraulic compensation and mechanical compensation, both of which cause upward elastic deformation in the middle of the workbench to offset it. The deformation of the machine tool slide ensures the accuracy of the processing joint surface and improves the accuracy of the workpiece.
There are two press brake crowing adjustment for hydraulic press brake.
1. Press Brake Hydraulic Crowning Compensation method
The hydraulic automatic deflection compensation mechanism of the workbench is composed of a set of oil cylinders(normally 3 cylinders) installed in the lower workbench. The position and size of each compensation cylinder are designed based on the deflection compensation curve of the slider and the workbench finite element analysis. There are 3 plates below the press brake working table:The front ,middel and real vertical plate.The oil cylinders gives pressure to the middel plate ,so the working table bulge is achieved by itself elastic.
When bending full length workpiece ,it can realise the same bending angle in full length steel plate.

2. Press Brake Mechanical Crowning Compensation method:

Mechanical crowning compensation is composed of a set of convex wedges with inclined surfaces. Each convex wedge is designed based on the deflection curve of the slider and workbench by finite element analysis. The CNC system calculates the required compensation amount based on the load force when the workpiece is bent (this force will cause deflection deformation of the slider and workbench vertical plate), and automatically controls the relative movement of the convex wedge, thereby effectively compensating The deflection deformation caused by the slider and the workbench vertical plate can obtain the ideal mechanical deflection compensation of the bent workpiece by controlling the position to achieve "pre-bulge". A set of wedges forms a line in the length direction of the workbench that is consistent with the actual The curves with consistent deflections make the gap between the upper and lower molds consistent during bending, ensuring that the angles of the bent workpieces in the length direction are consistent.
1. Advantages of hydraulic crowning compensation:
As time goes by, hydraulic crowning compensation has no wear problem, while mechanical compensation screws, wedge blocks, etc. will wear out over time.
Hydraulic crowning compensation takes up less space, while mechanical compensation takes up more free space in both height and width directions.
It is impossible for the plate to shift when hydraulic compensation is used, because the lower worktable is in an overall flat state and is in surface contact with the bent plate. It is very stable when blocking the position when the upper crossbar contacts the "clamping point" of the plate. Mechanical compensation only takes effect after bending, and there is a probability of unpredictable errors.
Hydraulic compensation can also be adjusted without removing the workpiece, which is not possible with mechanical compensation.
2. Advantages of mechanical crowning compensation:
Mechanical compensation has long-lasting stability, reduces the difficulty and frequency of maintenance of hydraulic compensation (such as oil leakage caused by seal ring damage), and is maintenance-free during the life of the machine tool.
Because there are many compensation points in mechanical compensation, precise deflection compensation can be obtained over the entire length of the workbench, so that the bending machine can achieve a linear compensation method when bending the workpiece during operation, and can further improve the bending effect of the workpiece.
Mechanical compensation uses a potentiometer to measure the return signal position. As a CNC axis, digital control is achieved to make the compensation value more accurate.
Mechanical Crowning compensation components:

1.Crowning Sear 2.Cover plate 3.Wave-shaped upper wedge4.Wave-shaped low wedge 5press brake die fix block 6.ruler 7Aluminum Profile Ruler 8.Spring 9.Reducer10.step screw 11.Workbench front and rear adjustment screw 12. End board 13.bearing seat 14pull rod 15 reducer.
High precision: The motor controls the displacement of the wedge, which can achieve micron-level adjustment and improve bending consistency.
Fast response: Compared with hydraulic crowning system, the motorized mechanical crowning system can be adjusted quickly and reduce debugging time.
Stable and durable: The mechanical structure is relatively simple, the maintenance cost is low, and the long-term use stability is good.
Intelligent control: integrated With the CNC system to achieve automatic compensation and improve processing efficiency.
Manual Pull Rod Crowning Table
This table can compensates on x and y direction.X direction can compensate 0.1 mm by tuning the screw bolts.
In Y direction there are two groups of inclined block assembled on the table.
This manual crowning table has a hand shank.By shaking the handle ,the block moves relatively,the fit precision can reach 0.03mm.
This is wide table manual crowing,it is suitable for NC press brake .Normally used on tosion bar press brake from 100ton to 1000ton.
The table width has 180mm ,200mm,220mm,240mm,280mm to choose.


Motorized Crowning Table
It adopts a combination structure of inclined blocks. Different inclined block groups are paired with different inclined surfaces, and the matching accuracy reaches 0.03mm.
The upper and lower inclined block groups move upward relative to each other in the length direction to generate a compensation curve for the disturbance deformation of the bending machine.
At one end of the crowning table ,there is a reduer.The motor drive adopts a CNC integrated motor ,which is perfectly connected with CNC Press Brake controller system.
The front and back can open T slot for fix the press brake low die.

1 Inclined block 2 Connect plate


Crowning system with manual lever
It adopts a combination structure of inclined blocks. Different inclined block groups are paired with different inclined surfaces, and the matching accuracy reaches 0.03mm.
The upper and lower inclined block groups move upward relative to each other in the length direction to generate a compensation curve for the disturbance deformation of the bending machine.It is operated by shanking the lever on the end of the table.


Electric Narrow Crowning Table
This is most widely used press brake electric crowning table.It can suitable for cnc press brake ,servo press brake,electric press brake,hydraulic press brake,Tandem press brake.The adjustment is controlled by CNC controller.Its standard size is 90x95mm ,length is custom made.


Multi Point Manual Crowning Table for Press Brake
This is tradition type press brake manual crowning table.It is mirco adjusment.It has many scale bolts for adjustment.The adjustment is 1.0-1.3mm.The 3200mm length table has 15 pcs scale bolts,4000mm length table has 20pcs scale bolts,6000mm length table has 29 pcs scale bolts.This is suitabe for big size press brake .The compensation consists of several independent inclined block groups with inclined blocks. The adjustment points of each inclined block group are independently manually adjusted.
This crowning compensation is based on the classic structure of disturbance compensation, and the disturbance compensation adjustment is highly flexible and targeted.
Disturbance compensation for manual adjustment accuracy requires extensive practical experience .




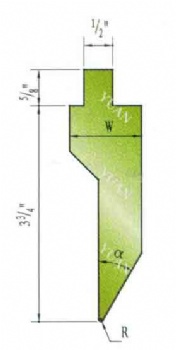
How to Install Press Brake Low Die on the Press Brake Crowing Compensation:
There are four ways to install press brake die.It can isnatll single v die ,two v die ,four way die ,t shape die ,Multi v die and so on.

Mechanical Crowning System CNC Control:
Holland Delem ,Itsly ESA ,Switzerland Cybelec ,China Tp10,China Estun control and so on.
OEM for any Type of press brake crowning system(Custom-made is acceptable):
we can accept any type f press bake crowning system for our client.

Package and Shipping for the Press Brake Crowning Compensation:
All our press brake crowning die compensation are well package by plywood box for sea -worthy shipping.

FRIENDLY LINKS




LiveChatX




 Send Email
Send Email 售前客服
售前客服