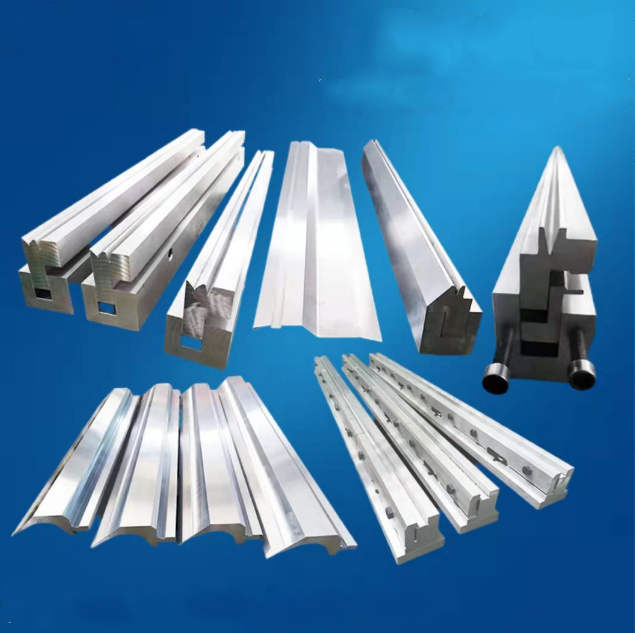



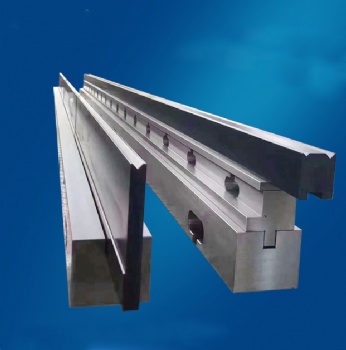
Upper and lower moulds of bending machine
Non standard customization
Accurate size
Smooth and clean surface
YUAN supply press brake tooling and shear blades(knives) for Fabrication Manfacturers.
YUAN is in this line for more than 20 years
Supply press brake tool and shear blades(knives) for Fabrication Manfacturers.
Supply brands for amada,tokyo,komats,strippit,trumpf,finn-power,LVD,beyeler
Material for bending tools (tool for press brake ) is 42CrMo =SCM440=42CrMo4=4140
Material for punch press tooling is Cr12MoV =SKD-11,W6Mo5Cr4V2=M2=SKH51,LD=D2=DC53
Supplying for Shanghai ACL company and stated operated Tianshui Metalforming company for several years.

The press brake punch has 90°,88°,85°,75°,60°,45°,30°,26°,28°,24° hemming tools,Z-profile tool,Radius tool.There are many segments size.Like:835 mm seg(100L,10,15,20,40,50,200,300,100R),805 mm seg(100L,370,10,15,20,40,50,100,100R),800mm
seg(100L,10,15,20,40,50,165,300,100R),795 mm seg(100L,250,20,30,35,40,45,50,100,100R),495mm seg(170,100,50,45,40,35,30,25).
If these segment size cannot meet your request,please tell us your request.If you donnot know how to choose the punch for workpiece.
Please provide your workpiece size,plate thickness ,radius,angle ,materail .
 |  |
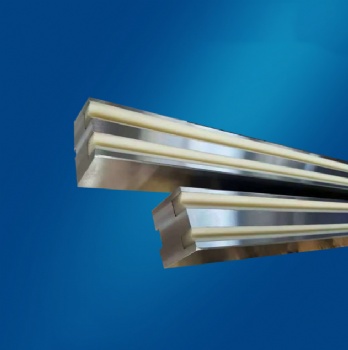
Standard Upper Punch Standard punches and dies for press brake are required to perform the simple bends for the required degree according to the setup and the stroke of beam of the machine.The standard punches mean straight shape punches to make easy bends.The radius of the internal bend and the angle according to the geometry of the punch,Standad tools usually are the classic to perform the bending pf boxes and simple shape parts with your press brake . SizeL26x150x3200mm (4 segment) | Sharp Upper Punch To perform the sharp bends usually punches and die with 26-28-30 degrees are used(or knife punches). The reason for the requirements of sharp bends could be different but usually it is the pre-bend(first bend) of the part to be flattened after with side to the side.Pre-bending with such way could be the reason of minimal deformation during the future flattening. Size:26.5x150x3200 mm(4 segment) |
 |
|
Round Upper Punch Round upper punch die if the internal radius is bigger than standard and should be obtained it is possible to use radius punches or radius inserts for punch holders with the desired radius to perform the large straight radius bending. Depends of the radius usually dies with big opening are used.Press brakes with high tonnage are widely used for thick material profiles for heavy industries. Radius punches could be also differnet. | Goose Neck Upper Punch To make the U-shape or channel straight punch probably can't be used because of the collisions with the part and the metal of the punch.For this purposes usually gooseneck punches are used with the shaped to have the possibility not to contact with the final flange of the part (radius internal shape).Gooseneck means the speical execution of the punch to have the opening at the middle for the end of part.Variety of gooseneck punches could be very big from small till big dimensions. |
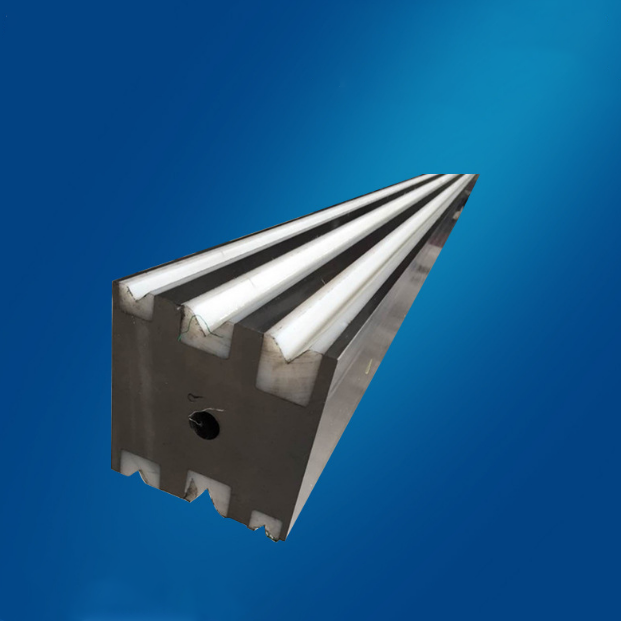
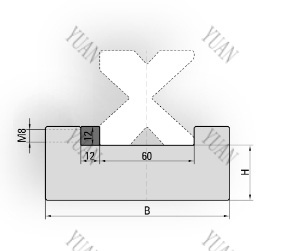
Press Brake Low die is important tool for bending different sheet metal.
V-dies—the most common type of die. The bottom dies can be made with different-sized die openings to handle a variety of materials and bend angles.
Rotary bending dies—a cylindrical shape with an 88-degree V-notch cut along its axis is seated in the "saddle" of the punch. The die is an anvil over which the rocker bends the sheet.
90 degree dies—largely used for bottoming operations. The die opening dimension depends on material thickness.
Acute angle (air-bending) dies—used in air bending, these can actually be used to produce acute, 90 degree, and obtuse angles by varying how deeply the punch enters the die by adjusting the ram.
Gooseneck (return-flanging) dies—The punch is designed to allow for clearance of already formed flanges
Offset dies—a combination punch and die set that bends two angles in one stroke to produce a Z shape.
Hemming dies—two-stage dies combining an acute angle die with a flattening tool.
Seaming dies—There are a number of ways to build dies to produce seams in sheets and tubes.
Radius dies—A radiussed bend can be produced by a rounded punch. The bottom die may be a V-die or may include a spring pad or rubber pad to form the bottom of the die.
Beading dies—A bead or a "stopped rib" may be a feature that stiffens the resulting part. The punch has a rounded head with flat shoulders on each side of the bead. The bottom die is the inverse of the punch.
Curling dies—The die forms a curled or coiled edge on the sheet.
Production Process

| Material | 42CrMo |
| Color | Metallic |
| Size | Customizable sizes |
| Hardness | 45-50HRC |
| Precision Level | 0.01mm |
| Package | Wooden crate with soft film layers inside |
| Usages | punch and die for press brake |
| Standard | AMADA, European, Segmented, Arc, International Standard, Three Point, Non-Streaking, Adjustable Groove, Special, etc |
| Certification | ISO9001 |
| OEM | Available |
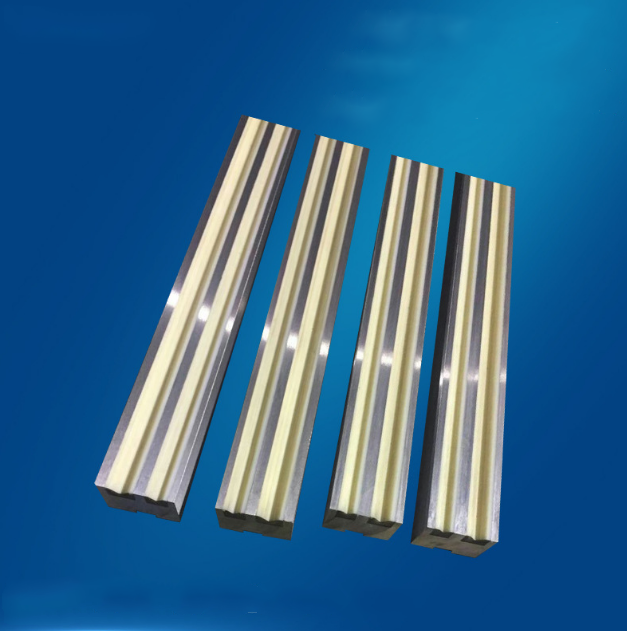
There are some speical press brake punch and die,like
 | |
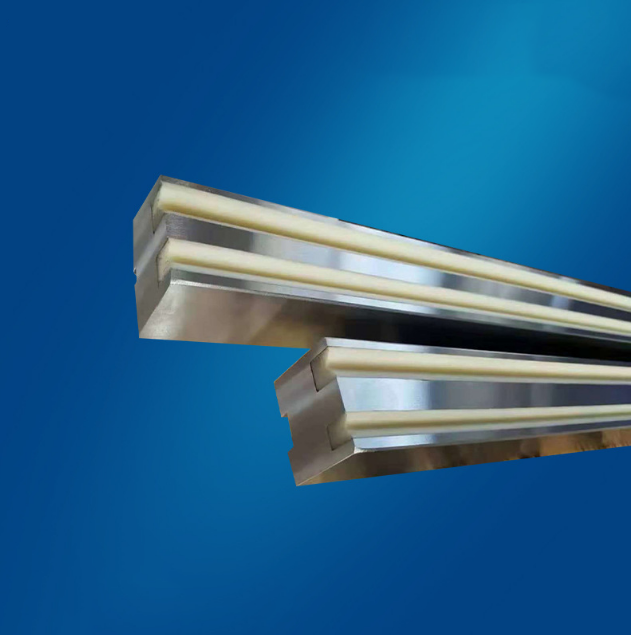
Press brake hemming dies with spring for flatten,we can change the v opening according to the customer's bending thickness 1.bening angle first 2.faltting | Z bends or joggles,the offset punch and die set is able to make two bends at the same time. This is the solution for applications requiring materials to be joined together ot when you need to make a second bend that will not interfere with the first bend. |
 |  |
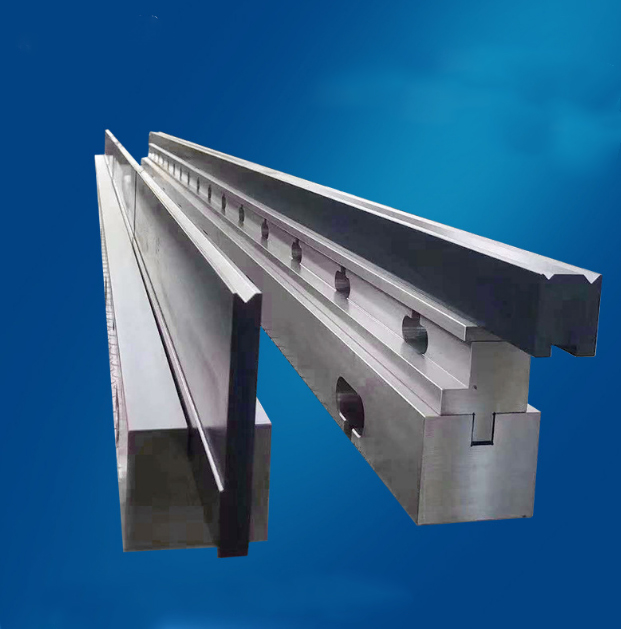
Heavy duty press brake tools can bend very thick ,high strength materials. Size:1050*350*3200 mm(segement size) Materail:42CrMo Hardness:HRC47±3 Quench:Full body heat treatment Package:Muti Plywood | Production in two or three strokes Reducing marks through spring loaded hold-down -device Active components are hardened High repeatability through integrated backgauge Suitable for Materical thickness≤4.0 mm Mini insideφ 2.5 mm *materail thickness for steel and aluminium 3.0 mm*materail thickness for stainless steel |
We'd like to talk about what matters to you.
FRIENDLY LINKS




LiveChatX







 Send Email
Send Email 售前客服
售前客服