Hemming can be proceed in two steps.
1.acute-angled is bend
2.hemming of the envelope
What is hemming in sheet metal?
Sheet metal Hemming is an important bending way for sheet metal fabrication.Hemming tool is installed on the press brake .Then first bending a sharp angle ,then flattening it.
There are two types of hem,closed hem and open hem.
Closed hem or compound hem is a normal sheet metal bending process
Hemming sheet metal is also called flattening. In press brake Operation, hemming fabrication is an obbligato sheet metal bending way.
Hemming is normally for thin plate.
Why it needs hemming process?
1. Enhanced Edge Strength: Closed hems increase the strength and rigidity of the sheet metal edges, preventing deformation or curling.
2.Improved Safety: Enclosing sharp edges reduces the risk of injury to workers during handling or assembly.
3.Better Aesthetic Quality: Closed hems create neater, more attractive edges, enhancing the overall appearance of the product.
4.Increased Structural Integrity: Closed hems provide greater stability in welded or assembled joints, ensuring a stronger connection.
5.Reduced Edge Corrosion: By minimizing the exposed edge area, closed hems reduce the risk of corrosion, improving the durability of the product.
What material is suitable for hemming process?
1. Aluminum and Aluminum Alloys: These materials have excellent ductility and malleability, making them ideal for closed hems. They are commonly used in aerospace, automotive, and consumer electronics industries. The max thickness is 1.5mm
2.Low Carbon Steel: Low carbon steel is highly ductile and formable, making it a great candidate for closed hems. It is often used in automotive bodies and appliance housings. The max thickness 1.2mm
3.Stainless Steel: Although harder, stainless steel's corrosion resistance and strength make it suitable for applications requiring durability and long lifespan.The max thickness is 1.0 mm
4.Copper and Copper Alloys: These materials have good ductility and electrical conductivity, making them suitable for closed hems. They are often used in electrical and electronic applications.The max thickness is 1.0mm
5.Brass: Brass, a copper-zinc alloy: they have good mechanical properties and ductility, making it suitable for decorative sheet metal parts.
The max thickness is 1.0mm.
What raw material is not suitable for hemming?
1.High Carbon Steel: High carbon steel has a high carbon content, making it very hard and brittle. It has poor ductility and is prone to cracking or breaking during hemming.
2.Hardened Steel: Hardened steel, which has undergone heat treatment, is extremely hard but has reduced toughness. It is likely to fracture during the hemming process.
3.Cast Iron: Cast iron is very brittle with almost no ductility, making it incapable of withstanding the bending stresses involved in hemming, leading to easy fracturing.
4.Certain High-Strength Alloys: Some high-strength alloys (such as certain titanium alloys and nickel-based alloys) are too hard and lack the necessary ductility for hemming, causing them to crack or break during the process.
Types of Sheet Metal Hemming
1.Flat hem
2.Open hem
3.Rolled hem
4.Teardrop hem
5.Rope hem

Hemming Process:
Hemming can be proceed in two steps.
1.acute-angled is bend
2.hemming of the envelope
Types of Sheet Metal Hemming Tooling
1.Sperate Hemming Tooling

2. Spring-loaded Bending Table

3.Pneumatic Composite Hemming Tooling
Controlled via air cylinders,can hem various materail thickness and weights

4.Hydraulic Composite Hemming Tooling
Controlled via hydraulic cylinders, can hem various material thickness and weights

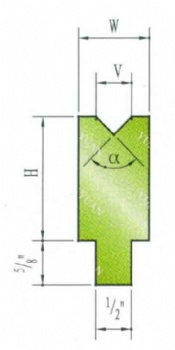
We provide Press Brake Hemming Tools for Sheet Metal Bends

Press brake tooling Material 42CrMo, Hardened and Grounded.
Types of hemming tools for sheet metal panel: Straight Punch, press brake tool holder.
Full Length or Segment 415mm,835mm, L & R Horns.
Sheet metal hemming tools styles for options
we provide press brake punch and hemming dies with different styles for references.

FRIENDLY LINKS




LiveChatX



 Send Email
Send Email 售前客服
售前客服